(资料图)
(资料图)
戴上“一个头盔”,即可实现远程调度;拿“一个手机”,巡检信息便可实时上传;面对“一个大屏”,就能掌握所有生产信息……走进中韩(武汉)石油化工有限公司炼油厂区,与一栋栋颇具年代感的老厂房形成鲜明对比的,是一项项科技感十足的5G+工业互联网技术应用,为化工企业拧紧了“安全阀”。
“一个小隐患就可能酿成重大的安全、环保风险。”中韩石化信息中心主任张斌指着中控室内的大屏说。近两年来,公司与中国移动合作在2.5平方千米炼油厂区搭建了8座专用5G信号基站、加入13个周边公共5G基站,实现了石化装置的5G智能化改造。
中韩石化炼油厂区的中控室。新华社记者 侯文坤 摄
中控室内,记者看到各产线运行及产品工艺的各项动态指标实时显示在屏幕上,出现异常会及时预警;1600路高清视频监控实现厂区的全员、全过程、全天候、全方位主动监控;调度员通过实时音视频、资料分享等功能,远程协助处理疑难问题;工人通过AR头盔便可与调度员远程互联。
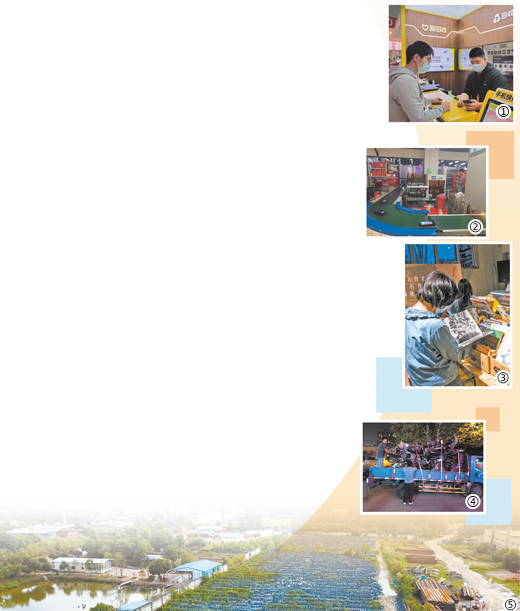
“这看似是一个手机,其实是一台移动智能终端设备,用它巡检,不仅可以提示操作人员巡检内容,现场数据还能实时上传自动与室内DCS(分散控制系统)仪表数据比对,通过偏差大小及时发现异常。”手持接入5G的巡检仪,中韩石化炼油三部加氢裂化装置主操作员张增宇正准备开始巡检,不同于过去巡检途中收集设备数据只能返回办公室后再上传,现在已实现巡检轨迹全程可查、巡检信息实时上传。
中韩石化员工开展5G智能巡检。(中韩石化供图,鲁家宣 摄)
“我们还上线了5G轨道机器人,对室内设备和环境进行智能巡检、健康状态实时分析和预诊断,未来还将利用无人机对油气管线进行超视距巡检……”张增宇细数着5G给自己工作带来的变化。
据介绍,截至目前,中韩石化在厂区已安装近万台传感器,实现生产过程的自动感知;现场数据自动采集,数据采集率达98%,建立了实时数据分析平台;广泛应用了视频智能识别和工业大数据,提高联动报警效率。
近年来,5G、大数据、物联网等技术的发展应用,为不少传统化工企业生产加装了更多“安全阀”。中国移动武汉公司副总经理邓启国介绍,利用5G+工业互联网技术,构建重大危险源监控、安全风险分区、人员在岗在位、全流程管理等功能模块,做到实时监控、及时处理示警、闭环管理,实现事前防范、事中预警、事后应急。
标签: